| Titel: | Ueber Massière's Verfahrungsarten zur Fabrication der reinen und der plattirten Zinnfolie; Bericht von Hrn. Levol. |
| Fundstelle: | Band 154, Jahrgang 1859, Nr. LXXXI., S. 379 |
| Download: | XML |
LXXXI.
Ueber Massière's Verfahrungsarten zur
Fabrication der reinen und der plattirten Zinnfolie; Bericht von Hrn. Levol.
Aus dem Bulletin de la Société
d'Encouragement, August 1859, S. 469.
Mit Abbildungen auf Tab.
V.
Ueber Massière's Verfahrungsarten zur Fabrication der reinen
und der plattirten Zinnfolie.
Hr. Massière in Paris
(rue Saint-Martin No. 220) fabricirt
Zinnfolie oder Stanniol, sowie plattirte Zinnfolie und die sogenannten
Zinnfolie-Flittern (paillon d'étain),
welche matt, brunirt und von mannichfaltigen Farben sind, endlich
Kupferfolie-Flittern (paillon de cuivre).
Früher mußte das in dicken Platten gegossene Zinn erst ausgewalzt werden, ehe es in
die Stanniolschlägerei kam, was viel Handarbeit veranlaßte, welche jetzt bedeutend
vermindert ist, in Folge der Anwendung des vor etwa 30 Jahren in Deutschland
erfundenen Gießverfahrens. Dasselbe besteht darin, daß man das flüssige Zinn auf
eine Platte von einem feinkörnigen und sehr dichten Gestein ausgießt, über welche
zuerst Molton, darüber Leinwand und über dieser sehr feiner Kattun stark ausgespannt
ist. Diese Platte,
welche auch noch mit einem Gemisch von Eiweiß und gelbem Ocker überzogen ist, wird
Mechanik (mécanique) genannt, welche Benennung wir beibehalten wollen.
Wenn man auf dieser, unter einem Winkel von ungefähr 75 Grad geneigten Mechanik von
Oben nach Unten und parallel mit derselben, einen aus Bronze bestehenden Trichter,
coulissoir genannt, hinab gehen läßt, welcher
flüssiges Zinn enthält und die Berührung des Metalles mit der präparirten Oberfläche
der Mechanik gestattet, so bleibt an derselben ein sehr dünnes Zinnblatt von
regelmäßiger Dicke hängen, welches ihr jedoch so schwach anhaftet, daß es leicht
davon abgezogen werden kann. Zwei Personen sind zu dieser Arbeit hinreichend; die
eine hält den Trichter an dem obern Theil der Mechanik mittelst an dessen Enden
angebrachter Griffe, während ein Gehülfe aus einem Kessel mittelst einer Kelle
geschmolzenes Zinn ausschöpft und es in den Trichter gießt, welchen der Arbeiter
hernach, wie schon bemerkt, abwärts schiebt; die Zinnfolie wird alsdann durch den
Schmelzer weggenommen und bei Seite gelegt, welcher unverzüglich einen neuen Guß
beginnt, sobald der Trichter an seinen Ausgangspunkt zurückgebracht worden ist.
Diese Arbeit kann sehr schnell von einem Manne mit Beihülfe einer Frau, welche das
Zinn eingießt und die Folie wegnimmt, ausgeführt werden, so daß sie täglich 800 bis
900 Blätter anfertigen (welche dann durch Schlagen verdünnt werden müssen).
Hr. Massière hat auch
einen neuen Apparat construirt und sich patentiren lassen, welcher aus einer, wie
die Mechanik präparirten Walze besteht, der man eine rotirende Bewegung ertheilt,
während man das flüssige Zinn auf sie gelangen läßt; man kann auf diese Weise sehr
lange Folienbänder darstellen, da aber die vorher beschriebene Vorrichtung der
Fabrik genügt, so kam dieser Apparat gar nicht in Betrieb.
Die beschriebene Arbeit kann nur mit reinem oder wenigstens sehr reinem Zinn
vorgenommen werden, denn wenn das Metall noch so wenig fremdartige Substanzen,
insbesondere Blei enthält, so wird der Guß unmöglich; statt daß die Folie vollkommen
glatt und zusammenhängend ausfällt, zeigt sie alsdann viele Risse und Rauhigkeiten.
Um Zinnfolie für Flittern anzufertigen, welche aus einer Legirung von Zinn und Blei
besteht, die gewöhnlich 60–70 Proc. Zinn und 40–50 Proc. Blei enthält,
muß man anders verfahren: die Legirung muß ausgewalzt und dann auf gewöhnliche Weise
geschlagen werden; dasselbe Verfahren muß man auch für plattirte Folie anwenden.
Um die plattirte Folie anzufertigen, gießt man zuvörderst in einer Form einen Kern
von 30 bis 35 Kilogr. Gewicht aus einer Legirung, welche nur 8 bis 10 Proc. Zinn und
90 bis 92 Proc. Blei enthält. Der Kern, welcher auf diese Weise die Gestalt einer
rechtwinkelig vierseitigen Platte erhält, wird auf seiner ganzen Oberfläche mit
einer Schicht von reinem Zinn überzogen, deren Dicke, in Summa, der seinigen gleich
ist. Dieß wird auf folgende Weise bewerkstelligt: der Kern kommt, mit drei Zapfen
versehen, in einer größern Form als die erstere zum Guß, worin er von allen Seiten
absteht und welche also, wenn sie verschlossen ist, auf allen Seiten rings um den
Kern einen freien Raum läßt, welcher das Zinn aufzunehmen hat. Man gießt alsdann das
Zinn derart ein, daß der Zwischenraum auf allen Seiten des Kerns gefüllt wird, muß
aber eine Temperatur des Zinnes vermeiden, durch welche ein Schmelzen des Kernes
veranlaßt werden könnte. Die Menge des auf diese Weise hinzugesetzten Zinnes beträgt
65–70 Kilogr., so daß ein Einguß von 100 Kilogr. im Ganzen nur beiläufig 30
Proc. Blei enthält, ohne daß solches auf der Oberfläche befindlich ist.
Dieser Einguß gelangt nun zum Walzwerk und gibt plattirte Folie, welche, wie die
eigentliche Zinnfolie, auf der Oberfläche aus Zinn besteht. Von nun an ist die
Arbeit dieselbe, sowohl für die (in beschriebener Weise mittelst der sogenannten
Mechanik erhaltene) Zinnfolie, als für die plattirte und die für Flittern bestimmte
Folie; sie besteht im Schlagen der Blätter. Nachdem die Blätter vorerst gehörig
beschnitten worden sind, haben sie ein Gewicht von ungefähr 300 Grammen, eine Länge
von 1,20 Meter und eine Breite von 0,30 Met.; man legt sie behufs des Schlagens mit
dem Hammer über einander auf einen steinernen Amboß, der sehr hart, vollkommen
abgerichtet und mit einer Zinnplatte (grosse genannt)
belegt ist; die verdünnten Folieblätter werden wieder in Quadrate zerschnitten,
kommen alsdann zu einem neuen Schlagen, u.s.f.
Nach beendigtem Schlagen werden die Folien beschnitten und nach Nummern sortirt, und
sowohl für das reine Zinn, als auch für das legirte und das plattirte, zeigt die
Nummer die Anzahl der Folien auf das Kilogramm an: Nr. 4 z.B. enthält 8 Blätter auf
das Kilogramm, Nr. 6 enthält deren 12 u.s.f. Die gewöhnliche Dimension der Folien
ist 0,81 Met. auf 0,54 Met. Für das Zinn sind die Nummern 4, 6, 8, 10, 12 und 15;
diese letztere Nummer bildet die dünnste Folie; bei den angegebenen Dimensionen
wiegt sie nur 33 bis 34 Gram. und hat nur eine Dicke von etwa 1/90 Millimeter. In
plattirten Folien hat man nur die Nummern 4, 6, 8 und 10.
Das Färben der Zinn- und Kupferfolie für Flittern und deren Fabrication werden
in Massière's Anstalt nicht ausgeführt, weßhalb
wir auch hier nicht weiter davon reden. Eben so wenig wird der Stanniol zum Belegen
großer Glasspiegel in der uns beschäftigenden Werkstätte fabricirt; sie beschränkt sich
auf Nr. 6 und 8 der Zinnfolie zum Belegen kleiner Spiegel.
Die mit Eßwaaren und mit Parfümerien handelnden Kaufleute, die Apotheker und eine
Menge anderer Gewerbetreibenden benutzen die Folien, sowohl die aus reinem Zinn
bestehenden als die plattirten, zum Einwickeln ihrer Waaren. Die plattirte Folie,
welche nur im Innern aus einer Legirung von Zinn und Blei besteht, und äußerlich
reines Zinn ist, kann eben so gut wie die reine Zinnfolie zum Einhüllen gewisser
Nahrungsmittel, mit denen sie unmittelbar in Berührung kommt, benutzt werden. Bei
dieser Fabrication ist die oben erwähnte Legirung von Zinn und Blei seit einiger
Zeit statt des bloßen Bleies zur Bildung der Kerne von Hrn. Massière eingeführt worden, was ohne
Zweifel ein Fortschritt ist. Aber nur lange Zeit fortgesetzte vergleichende
Beobachtungen können uns volle Gewißheit darüber verschaffen, ob der Stanniol ohne
allen Nachtheil zum Einwickeln der Eßwaaren durch die plattirte Folie ersetzt werden
kann. – Wir erwähnen schließlich des Metallpapiers, welches in der Massière'schen Fabrik zum Schutz der Tapeten und
der Zimmer gegen feuchte Mauern angefertigt wird.
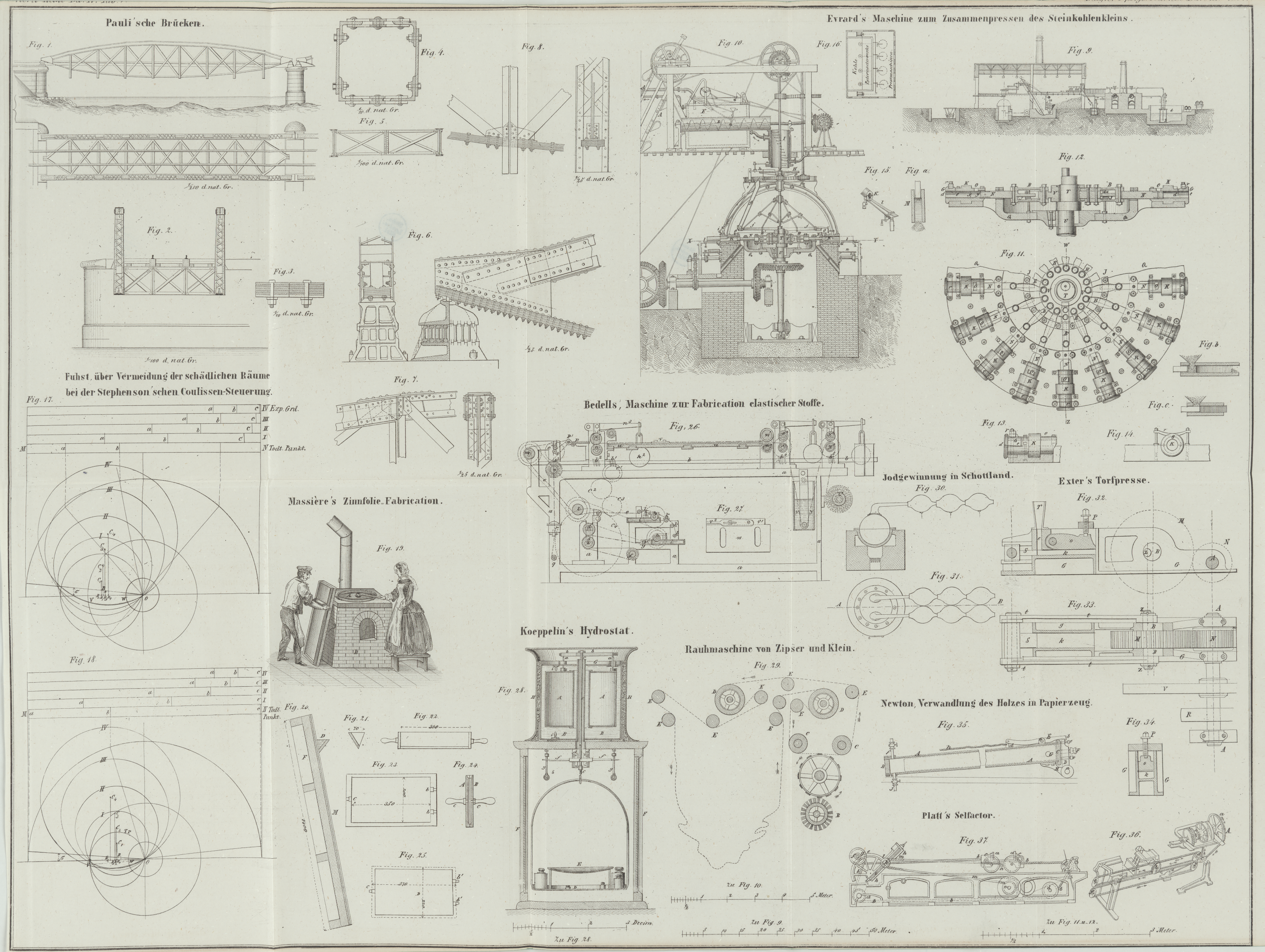
Erklärung der Abbildungen.
Fabrication der reinen Zinnfolie. – Fig. 19
erläutert die Gießoperation.
Fig. 20 ist
ein senkrechter Durchschnitt der Gießplatte oder sogenannten Mechanik, und des
Gießtrichters (coulissoir).
Fig. 21 und
22
stellen einen Durchschnitt senkrecht auf die Länge des Gießtrichters und eine
vordere Ansicht desselben dar.
A ist eine gußeiserne Pfanne, welche das zu schmelzende
Zinn aufnimmt und von einem aus Ziegelsteinen bestehenden Ofen B, der mit Steinkohlen gefeuert wird, umschlossen
ist.
Das Zinn schmilzt bei einer Temperatur von 280 bis 300º C.; nachdem es gehörig
flüssig geworden ist, schöpft eine Frau mit einer Kelle C, welche 700 bis 800 Gramme auf einmal fassen kann, eine gewisse
Quantität desselben aus der Pfanne und gießt sie in den Trichter D.
Dieser Trichter ist ein dreiseitiges Prisma von Bronze, an beiden Enden mit einem
Griffe versehen (Fig. 21 und 22); der Arbeiter hält
ihn regelmäßig mit einer seiner Längenflächen gegen den obern Theil der sogenannten
Mechanik M (Fig. 20), welche gegen
den Ofen gestellt ist. Diese Mechanik besteht, wie erwähnt, aus einer Platte von
einem sehr feinkörnigen und dichten Gestein, deren Dicke 5 bis 6 Centimeter beträgt.
Einerseits ist diese Platte auf einen Holzrahmen F
befestigt, welcher gegen den Ofen gelegt wird; andererseits ist die obere Seite dieser Platte mit dickem
wollenem Zeuge, darüber mit Leinwand und über dieser mit sehr feinem Kattun
überzogen, welche sämmtlich festgespannt sind. Auf diese Matratze, welche mit einer
Art Appretur versehen ist, wird das Zinn gegossen. Der Arbeiter hält den
Gießtrichter mittelst der Griffe gegen diese Platte und läßt ihn von Oben nach Unten
hinabgehen, die Zinnfüllung des Trichters fließt aus, und wenn der Trichter unten
angelangt, so ist das Folieblatt fertig. Dieses Blatt läßt sich nach einigen
Secunden sehr leicht von der Platte abnehmen und während es auf einem gewöhnlichen
hölzernen Tisch über andere Blätter abgelegt wird, wird ein neues Blatt gegossen;
auf diese Weise entstehen Büschel auf einander liegender Blätter, die hernach zum
Schlagen mit dem Hammer gelangen.
Das Schlagen der Zinnblätter erfordert sehr geschickte Arbeiter, hauptsächlich wenn
feine Foliesorten angefertigt werden sollen, z.B. Stanniol Nr. 15, welcher nur eine
Dicke von 1/90 Millimetern hat und daher sehr leicht Risse bekommen kann.
Ehe die Folie-Blätter in den Handel kommen, werden sie genau untersucht; die
fehlerhaften werden zu kleinern Blättern zerschnitten und der Abgang wird wieder
eingeschmolzen.
Fabrication der plattirten Zinnfolie. – Fig. 23 ist
eine innere Ansicht von der Hälfte der Form zum Gießen der Kernplatten für die
plattirte Folie.
Fig. 24 ist
ein Durchschnitt der ganzen Form, senkrecht auf ihre große Achse.
Fig. 25
stellt eine Kernplatte dar, wie sie aus der Form herauskommt.
Die Form besteht aus zwei gleichen Theilen A und B aus Gußeisen, von denen jede mit einem Griff C versehen ist und die im Innern sowie auf den Rändern
genau abgerichtet sind, damit sie sehr dicht auf einander passen. Man hält sie
entweder mittelst eines Schraubstocks oder mittelst Schraubenzwingen auf
einander.
Im obern Rande ist ein conisches Loch (Fig. 24) gelassen, durch
welches man das flüssige Metall eingießt.
Drei kleine, halbcylindrische Einschnitte b, b, c (Fig. 23) sind
auf den Seitenrändern jeder Formhälfte angebracht, so daß sie bei der Zusammenfügung
kleine Cylinder bilden, welche beim Guß drei Zapfen geben, die zum Aufhängen der
hinreichend abgekühlten Kernplatte in der zweiten Form dienen, worin sie mit reinem
Zinn umgossen werden muß.
Jede Kernplatte D hat also, wenn sie aus der Form A, B herauskommt, die aus Fig. 25 ersichtliche
Gestalt und ist mit drei Zapfen b', b', c'
versehen. Wenn sie noch
nicht ganz abgekühlt ist, legt man sie in eine zweite Form, die der ersten ganz
ähnlich, aber etwas größer ist, so daß in allen Richtungen ein leerer Raum bleibt.
Die Enden der Zapfen b', b', c' treten in Einschnitte,
die in den Rändern der Form vorhanden sind, und wenn diese zweite Form geschlossen
ist, so hat die Platte eine solche Lage, daß sie als Kern für die anzufertigende
plattirte Platte dient. Nun gießt man reines Zinn ein, bis alle leeren Räume
ausgefüllt sind. Dieses umhüllt also die ganze Kernplatte und selbst den zwischen
den Rändern und den Seitenwänden der Form befindlichen Theil ihrer Zapfen; es
verbleiben daher nur noch die äußersten Enden der Zapfen, welche man abschneidet,
nachdem der ganze Guß erkaltet ist.
Die auf diese Weise gebildete Platte unterscheidet sich äußerlich gar nicht von einem
aus Zinn bestehenden Zain. Um sie in Folie zu verwandeln, muß sie zuvörderst öfters
durchgewalzt werden, wobei sie sich verlängert und in mehrere Tafeln zerschnitten
wird, welche wie die Blätter von reinem Zinn zum Schlagen unter den Hämmern
kommen.
Man wird leicht einsehen, daß bei diesem Walzen und Schlagen das im Kern enthaltene
Blei stets im Innern jedes Blattes bleibt, und daß das Zinn immer auf den zwei
entgegengesetzten Oberflächen des Blattes das Blei bedeckt.
Tafeln