| Titel: | Neuerungen an Holzbearbeitungsmaschinen. |
| Fundstelle: | Band 271, Jahrgang 1889, S. 97 |
| Download: | XML |
Neuerungen an Holzbearbeitungsmaschinen.
(Patentklasse 38. Fortsetzung des Berichtes S. 49
d. Bd.)
Mit Abbildungen auf Tafel
6 und 7.
Neuerungen an Holzbearbeitungsmaschinen.
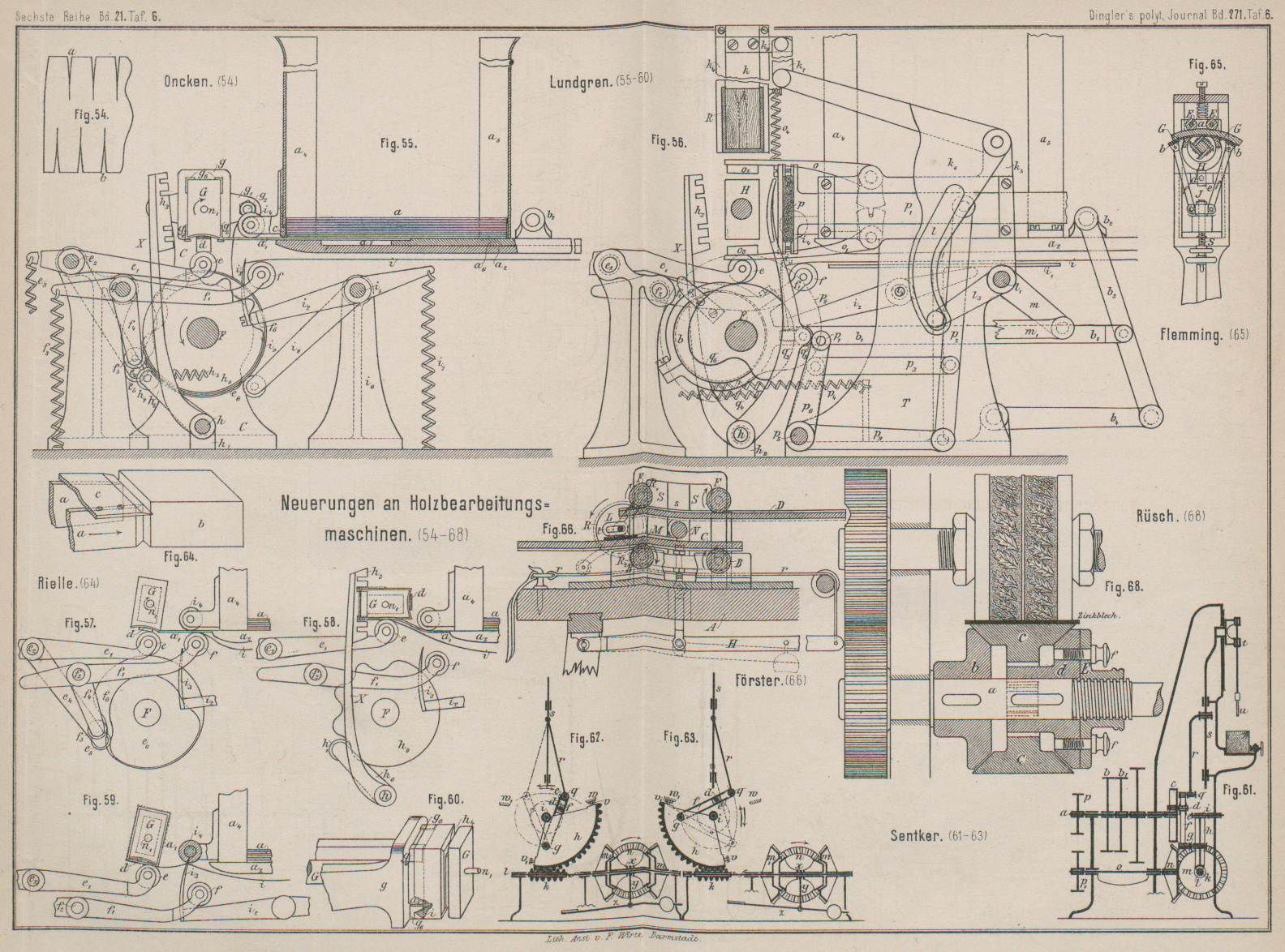
Zur Herstellung von bauchigen Fässern aus einem fortlaufenden, aus Rundholz nach den
soeben beschriebenen Verfahren herausgeschälten Holzblatte gibt G. A. Oncken in Riga (* D. R. P. Nr. 44916 vom 4. März
1888) folgendes Verfahren an.
Das von der Schälmaschine kommende Brett, dessen Breite der Faſshöhe entspricht, geht
zunächst durch eine Maschine, mit deren Hilfe dasselbe an beiden Kanten
(Längsseiten) keilförmige Ausschnitte ab (Fig. 54)
erhält, welche versetzt zu einander angeordnet und je nach der gewünschten Wölbung
des Faſsbauches geformt werden. Das Brett wird dann dem Durchmesser des Fasses
entsprechend zusammengerollt und in dieser Form getrocknet, wonach die Bänder
aufgesetzt, die Faſsenden in bekannter Weise zusammengetrieben, mit Kröse und
Abschrägung versehen und die vorbereiteten Böden eingesetzt werden.
Das so hergestellte Faſs ist in Folge der erheblichen Verminderung der Fugen leichter
dicht zu halten, und da die Anordnung der Fasern dem natürlichen Wüchse des Holzes
entspricht, ist dasselbe auch bedeutend stärker als ein aus einzelnen Stäben
zusammengesetztes Faſs. Auch die gegen einander versetzte Anordnung der Fugen trägt
wesentlich zur Erhöhung der Festigkeit des Fasses bei.
Zündhölzer und Zündholzschachteln.
Neuerdings hat die Königl. Serbische
Zündholz-Monopol-Gesellschaft, welche aus französischen und belgischen
Kapitalisten besteht, eine Berliner Maschinenfabrik mit der Lieferung der
sämmtlichen für die Fabrikation von Streichhölzern erforderlichen Maschinen und
Apparate beauftragt. Diese Thatsache in Verbindung mit dem Umstände, daſs auch im
fernsten Auslande – so in Japan, China, Brasilien – Zündholzfabriken nach deutschem
Systeme angelegt sind, spricht dafür, daſs sich unsere Zündholzindustrie auf einer
hohen Entwickelungsstufe befindet und daſs, wenn auch Schweden die Initiative
ergriffen hat, die deutsche Erfindung des sogen.
„schwedischen“ Streichholzes zu verwerthen, wir heute trotzdem die besten
maschinellen Einrichtungen für Herstellung von Zündhölzern besitzen.
Einer Abhandlung in Eisen und Metall, 1888 S. 31,
entnehmen wir folgende Angaben über die Leistungsfähigkeit und die Einrichtung einer
Zündholzfabrik.
Ein Etablissement mittlerer Gröſse fertigt mit einem Arbeiterstämme von 65 Köpfen,
unter denen sich etwa 50 Frauen und Kinder befinden, täglich 70000 Schachteln
Zündhölzer, so daſs auf den Kopf mehr wie 1000 Schachteln Leistungsfähigkeit den Tag
gerechnet werden kann. Zieht man in Betracht, daſs sich unter dieser Arbeiterzahl
ungefähr 35 befinden,
welche nur zur Füllung der Schachteln verwendet werden, so kann man aus diesen
wenigen Zahlen die Selbsthätigkeit der Maschinenconstructionen leicht ermessen.
Zur Streichholzfabrikation werden mit Vorliebe die Hölzer der Espe und Pappel, sowie
die der Weide und Linde, welche ihrer Porosität wegen das Paraffin leicht aufnehmen,
verwendet. Die beste Methode der Erzeugung des Holzdrahtes für Sicherheitszündhölzer
ist das Schälverfahren, dessen man sich in fast allen gröſseren Fabriken bedient.
Beim Schäl verfahren werden die Baumstämme grün ohne vorheriges Trocknen verarbeitet
und zwar zuerst in Klötze von etwa 370 bis 400mm
Länge zerschnitten. Hierzu benutzt man eine Pendelkreissäge mit einem Sägeblatte von
950mm Durchmesser. Der Stamm liegt auf einem
Supporte, der auf einem mit Zahnstangen versehenen Bette gelagert ist. Mittels
Griffrades wird der Stamm nach jedesmaligem Abschnitte gegen einen durch
Schraubspindel genau einstellbaren Anschlag geschoben, wodurch die abgesägten Klötze
parallele Schnittflächen und ganz genau gleiche Längen erhalten. Die Klötze werden
dann auf die ganz in Eisen ausgeführte Schälmaschine gebracht; das Bett derselben
ist, um das Einspannen der Baumklötze zu erleichtern, vorn offen. Die von der Borke
befreiten Baumklötze, welche entweder stammfrisch sind oder vorher einige Zeit im
Wasser gelegen haben, werden auf der Schälmaschine eingespannt und hier ein Span als
ein langes, gleichmäſsig dickes Band abgeschält. Die Stärke des Spanes wird durch
Wechselräder geregelt. Der Span wird durch kleine Messer, die in einem
Messerbehälter eingesetzt sind, entweder an beiden Seiten besäumt oder in Streifen
von beliebiger Breite getrennt.
Der Span für die Schiebeschachteln der Zündholzschachteln wird ebenfalls mittels
solcher Messerhalter für die Schachtelecken passend eingeritzt bezieh.
eingekehlt.
Die auf der Schälmaschine erzeugten Spanbänder werden in etwa 2m lange Stücke zerrissen und je 2 bis 7 neben
einander, in der Holzlade der sogen. Abschlagmaschine zu 50 bis 60 Spanlagen über
einander, gepackt. Durch Walzen werden die Spanpackete zusammengepreſst und einem
beständig auf und nieder gehenden Messer, welches dieselben in fertige quadratische
oder rechteckige Hölzchen zerschneidet, entgegengeführt. Nach jedem Schnitte schiebt
die Maschine selbsthätig die Spanpackete um eine Hölzchendicke vor. Die nunmehr
geschnittenen nassen Hölzchen kommen in einen Apparat, welcher deren rasche und
gründliche Trocknung auf mechanischem Wege bewirkt. Er setzt sich zusammen aus einer
Calorifere, dem eigentlichen Trockenapparate und dem Exhaustor. Ersterer besteht aus
einem eisernen Ofen mit senkrecht stehenden Heizröhren, in welchen die unten
einströmende Luft erwärmt wird; die heiſse Luft sammelt sich oben im Ofenkopfe und
gelangt durch ein Rohr in den eigentlichen Trockenapparat, welcher durch senkrechte Blechwände in
mehrere Abtheilungen geschieden ist. In jeder dieser Abtheilungen befinden sich mit
Siebboden versehene Horden, in denen sich die zu trocknenden Hölzchen wirr
durcheinander befinden. Die heiſse, trockene Luft strömt, von oben nach unten
gehend, durch die nassen Holzdrahtschichten hindurch, entzieht denselben die
Feuchtigkeit und wird durch den Exhaustor aufgesaugt und ins Freie geblasen.
Nach dem Trocknen werden die liegenden Hölzchen auf der Gleichlegmaschine geordnet
und von Splittern und Staub gereinigt. Die Hölzchen werden auf den Fächerkasten
geschüttet und dieser wird in den oberen Kasten der Maschine hineingeschoben. Wird
die Maschine in Bewegung gesetzt, so ordnen sich durch die mittels eines Excenters
verursachte schnelle rüttelnde Bewegung die ganzen, guten Hölzchen in den Fächern
des Fächerkastens, halbe Hölzchen und Splitter fallen dagegen durch die theilweise
geschlossenen Böden der Fächer hindurch in einen darunter befindlichen
Staubkasten.
Die auf diese Weise gereinigten Hölzchen gelangen nunmehr auf die Einlegemaschinen,
wo man sie in Einlegerahmen, von denen jeder etwa 2200 Stück faſst, spannt, um sie
auf einmal zu paraffiniren oder zu schwefeln. Bevor dies jedoch geschieht, ist noch
ein kurzes, aber kräftiges Anwärmen derselben erforderlich. Dies geschieht durch
Auflegen der gefüllten Rahmen auf eine erhitzte eiserne Platte, oder im heiſsen
Sandbade. Zum Paraffiniren der Zündhölzer findet ein Apparat Verwendung, in dessen
doppelwandige Paraffinpfanne der Dampf durch ein Rohr und ein
Dampfdruckminderungsventil geleitet wird und sowohl die Pfanne, als das höher
gelegene Schmelzgefäſs erwärmt. Das geschmolzene Paraffin läuft durch ein im Boden
des Schmelzgefäſses befindliches Loch in die Paraffinpfanne, jedoch wird der Zufluſs
durch einen Schwimmer mit Ventil selbsthätig abgesperrt, sobald der zum Tunken der
Hölzchen nöthige Paraffinstand in der Tunkpfanne erreicht ist. Dieser Paraffinstand
ist für kurze oder lange Hölzchen nach Belieben einstellbar und wird während des
Tunkens durch die Schwimmervorrichtung selbsthätig constant erhalten. Ebenso wird
die Temperatur des Paraffins selbsthätig auf richtiger Höhe erhalten, indem der
Dampfdruckregulator den eingestellten Druck und damit also auch die Temperatur der
Pfanne (2k Druck auf 1qm = 120°) stets gleich erhält.
Zum Eintunken der in Rahmen gespannten und bereits paraffinirten Hölzchen in die
Zündmasse zum Zwecke der Erzielung der Zündköpfchen dient eine Maschine, deren
wagerechter Tisch durch Riemen mittels Reibungsrollen in langsame Umdrehung versetzt
wird, wobei man die aufgegossene Zündmasse durch ein Abstreichlineal gleichmäſsig
und fortdauernd über die ganze Tischfläche ausbreitet. Die Rahmen werden einer
hinter dem anderen aufgelegt und nehmen an der Drehung des Tisches theil, gelangen
unter eine Druckwalze, welche sie sicher bis auf die Tischfläche niederpreſst und werden, fertig
getunkt, auf der vorderen Seite wieder abgenommen.
Das Herausnehmen der fertigen Zündhölzer aus dem Rahmen und das Abfüllen derselben in
die Schachteln erfolgt mit der Hand, obwohl auch hierfür besondere Maschinen
construirt sind, die jedoch der handlichen Fertigkeit gegenüber keine Vortheile
besitzen bezieh. keine Ersparnisse gewähren.
Die auf der Schälmaschine hergestellten Schachtelspanbänder werden mittels der
Schachtelspantheilmaschine rechtwinkelig in genau gleichgroſse Stücke zerschnitten.
Die Bänder werden zu diesem Zwecke in einer Packlade etwa 50fach auf einander
liegend geordnet und mit dieser auf den Tisch gebracht; geschnitten wird mit der
Hand mittels eines Messerhebels. Beim Aufheben des Messers erfolgt der Vorschub des
Tisches mit dem Spanpacket selbsthätig. Der Vorschub selbst wird für Hülsen,
Einschiebsel und Böden durch entsprechend gefräste Wechselräder genau
eingestellt.
Zur Fertigstellung der Schachteln bedient man sich einer Hülsen- und einer
Einschiebsel-Klebmaschine, deren Leistungsfähigkeit sich täglich auf 20 bis 30000
Schachteln beläuft und deren Handhabung und Bedienung von jedem Mädchen bewirkt
werden kann. Schlieſslich wird eine Etiquettirmaschine zum Aufkleben der Etiquetten
auf die Schachteln verwendet, sowie eine Anstreichmaschine zum Anstreichen der
Seitenflächen mit Zündmasse. Mit welcher Schnelligkeit letzteres geschieht, geht
daraus hervor, daſs eine Anstreichmaschine 125000 Schachteln mit Zündmasse versieht.
Die mit Zündhölzern gefüllten Schachteln werden in die an der Maschine befindliche
Rinne hochkantig hineingestellt und durch einen endlosen Gurt zwei Gummi walzen
zugeführt. Diese schieben sie auf einer Führung zwischen zwei umlaufenden
Kreispinseln, die sie auf beiden Seiten zugleich mit Anstreichmasse versehen,
hindurch nach der Trockenvorrichtung, welche aus Rippenheizröhren, über denen sich
eine Führungsleiste befindet, besteht. Auf beiden Seiten ist die Trocken Vorrichtung
durch Bleche und oben durch eine Kappe geschlossen.
Auf die Construction der Zündholzschachtelmaschinen ist sehr viel Scharfsinn
verwendet worden. Der Arbeitsgang dieser Maschinen ist im Allgemeinen derart, daſs
der fertig geschnittene Span an den Biegestellen eingeritzt und dann mittels Rollen
oder Gabeln um einen Block von der Form der herzustellenden Schachtel herumgebogen
wird; nunmehr wird der mit Klebstoff versehene Papierstreifen um den Kasten
gewickelt und dieser dadurch festgehalten; endlich wird für die
Zündholz-Innenschachteln der Boden eingesetzt oder für die Auſsenschachteln das
Etiquett aufgeklebt. Das ganze Verfahren spielt sich in derselben Maschine ab, deren
Formblock nur entsprechend der beabsichtigten Herstellung von Innen- oder
Auſsenschachteln ausgewechselt wird.
Von den neuerdings bekannt gewordenen, meist sehr zusammengesetzten Maschinen sei nur
die zur Herstellung von Zündholz-Innen- und Auſsenschachteln verwendbare Maschine
von F. Lundgren in Stockholm (* D. R. P. Nr. 40841 vom
16. Januar 1887) näher beschrieben. Die Maschine ist nach verschiedenen Schnitten
und in mehreren Stellungen des Formkörpers in Fig. 55 bis 60
dargestellt. Sie sei in ihrer Anwendung zur Herstellung der Innenschachteln
beschrieben.
Die Furnüre werden in zwei Behältern aufgestapelt. Gemäſs der Stellung der Theile in
Fig. 55
ist aus dem Behälter für die Seitenfurnüre das unterste Furnür a1 an die Form G geführt. Der Boden a2 dieses Behälters trägt die beiden Furnürhalter a4 und a5. Das Vorschieben der
Furnüre erfolgt mittels Schiebers a6, der in Führung a7 am Boden a2 beweglich ist. Der Schieber selbst hat am
Vorderende eine Vertiefung, in welche das unterste Furnür fällt, wenn der Schieber
vollkommen zurückgezogen ist. Dies Furnür wird dann vom Schieber durch einen
zwischen dem Furnürhalter a4 und dem Boden a2 gebildeten Spalt gegen die Form G
vorgeschoben. Das Steckenbleiben des Furnürs in Folge von Unebenheiten wird durch
eine am Furnürhalter a4
aufwärts verschiebbare Thür c mit abgerundeter
Unterkante verhindert. Eine nicht dargestellte Feder drückt diese Thür beständig
nach abwärts. Wenn auch durch eine Unebenheit am Furnür diese Thür gehoben wird, so
hindert sie dabei doch das darüberliegende Furnür, mitzufolgen.
Die Form G nimmt beim Vorschieben eines Furnürs immer
die dargestellte Lage ein. Die das Furnürende fest an die Form drückende Klemme d besteht aus einem zweiarmigen Hebel, dessen eines
Ende unter der Wirkung einer Feder a1 steht, die auf einem beweglichen Theile des
Abschiebers g festsitzt. Durch die Drehung der Form und
die Einwirkung der beiden Rollen e und f findet das Falten des Furnürs um die Form G und das Kleben des Papieres um das Furnür statt.
Diese Rollen sind in gabelförmige Hebel e1 und f1 eingesetzt, welche unter der Einwirkung der am
Tische befestigten Federn e3 und f3
stehen. Die Arme e4 und
f4 dieser Achsen
e2 und f2 tragen Rollen e5 und f5, welche von den
Scheiben e6 und f6 der Hauptwelle F bewegt werden.
Der Abschieber g besteht aus einer auf der Welle
verschiebbaren Hülse mit einem Rahmen., der die Form G
umfaſst. Die Hülse ist mittels eines Querstückes g1 mit den beiden Stangen g2 und g3 verbunden, die unter sich mittels des auf der
Welle frei verschiebbaren Querstückes verbunden sind, dessen Zapfen in eine
Curvennuth eines auf der Hauptwelle sitzenden Schubkörpers faſst. Durch die
Curvenform dieser Nuth erhält die Hülse g bei jeder
Umdrehung des Schubkörpers eine Hin- und Herbewegung.
Zwischen dem Rahmen der Hülse und der Form G befestigte
Blechstücke g6 reichen
bis an die Stelle der Form, woselbst das Seitenfurnür aufgebracht wird, und dienen
theils beim Aufkleben als Unterlage für die vorragenden Papiertheile und theils beim Ueberführen
des gefalteten Furnüres an den Kolben ff zum
Vorschieben des Furnüres mit dem Papierstreifen.
Ein Arm X an einer auf dem Tische gelagerten Achse h dient als Falter. Derselbe trägt ein eingekerbtes
Blechstück h3, das im
geeigneten Augenblicke in eine rund um die Form führende Nuth eintritt und dabei die
an dieser Seite der Nuth überragende Papierkante in die Nuth einfaltet. Auf den Arm
X wirken eine an demselben und dem Ständer T befestigte Feder h5 und eine excentrische Scheibe h8 auf der Hauptwelle
F. Durch diese Scheibe wird auch die Rolle h7 eines Armes h6, der auf der Achse
h des Falters X
festsitzt, Bewegung auf den letzteren übertragen.
Das um die Schachtel zu klebende Papier wird von einer Papierrolle entnommen, von
welcher ein Streifen i unter einem Kleistertrichter
fortgezogen wird, wodurch das Papier an der oberen Seite mit Kleister bestrichen
wird. Vom Kleistertrichter wird der Papierstreifen i
unter den Boden a2
geführt und hierbei von einem am Ständer T befestigten
Bleche i1 getragen. Das
nach dem Abschneiden eines Streifens zurückbleibende Papierende legt sich auf Rolle
f. Das Abschneiden erfolgt durch einen an einem
Hebel i1 befestigten
Kamm i3, dessen Zähne
in die Nuthen einer auf dem Furnürhalter a4 befestigten und mit Rillen versehenen Rolle i4 eintreten. Der Hebel
i2 sitzt am Ende
einer Achse i5 fest,
deren eines Ende im Lager i6 und deren anderes Ende im Ständer T
gelagert ist. Hebel i1
erhält seine Bewegung unter der Gegenwirkung einer Feder i7 mittels eines auf Achse i5 sitzenden Armes i8 und einer
excentrischen Scheibe i5 der Hauptwelle F.
Sobald ein Seitenfurnür a1 vorgeschoben ist, beginnt die Form G ihre
Drehung. Durch den Hochgang der Rolle e wird das Furnür
um die Form gebogen und durch die zweite Rolle f das
Papierende an das Furnür geklebt (Fig. 57). Indem Rolle f nun zurückgeht, Rolle e
aber einstweilen an der Form liegen bleibt, wird das Furnür gefaltet und
gleichzeitig das Papier verklebt. Fig. 60 zeigt, wie das
Furnür a1 und das
Papier i sich um die Form G legen. Nach ¾ Umdrehung der Form G tritt
das Blechstück h3 des
Falters X in die Nuth h1 ein und faltet den über die Nuth vortretenden
Papiertheil in dieselbe ein (Fig. 58 und 60). Hat der
Falter X die Papierkante an einer Seite gefaltet, so
rückt er von der Form wieder ab. Sobald aber die folgende Seite der Form parallel
zum Falter sich einstellt, wird die Papierkante an dieser Seite, und in derselben
Weise werden auch die Papierkanten für die beiden übrigen Seiten durch das
eingekerbte Blechstück h3 gefaltet. Nach etwas mehr als einer ganzen Umdrehung der Form G findet das Abschneiden des Papierstreifens i durch den Kamm i3 statt, indem dieser durch die die Rolle f tragende Gabel hochgeht (Fig. 59), mit seinen
Zähnen in die Rillen an Rolle i1 eintritt und den Streifen durchlocht, sodann durch die sich weiter
drehende Form einfach abgerissen wird (Fig. 59).
Nach dem Abtrennen des Papieres macht die Form G noch
eine Umdrehung bis zum Stillstande. Das gefaltete und mit Papier umklebte Furnür
(Fig. 60)
ist nunmehr zur Ueberführung nach dem Kolben H
bereit.
Die im Behälter R dicht neben einander stehenden
Bodenfurnüre k werden durch einen Schieber mittels
Gewichtes vorgeschoben. Der innen im Behälter in Führung k4 auf und ab bewegliche Schieber k3 erhält seine
Bewegung durch einen Winkelhebel k6, der am Zapfen k3 am Ständer T drehbar
ist und von welchem ein Arm durch Stange k7 mit einem Querstücke k8 am Schieber K3 verbunden ist. In den Bogenschlitz l des anderen Armes des Winkelhebels tritt die Rolle
eines Armes l3, der an
T und dem Lager l2 gelagerten Achse l1, deren Arm m durch
Schubstange m1 mit dem
Zapfen der Kurbelscheibe m2 der Welle F verbunden ist, durch welche der
Arm m und die Achse l1 in schwingende Bewegungen versetzt werden. Wenn
der Kolben H der Form G
sich nähert wird das untere Ende des Furnüres zwischen einem federnden Stifte n (Fig. 60) und dem Kolben
H eingeklemmt. Der letztere bleibt still stehen,
sobald er an das Furnür herangerückt ist, der Schieber k3 setzt dagegen seinen Weg nach abwärts
fort, bis das Furnür gerade vor dem Kolben H liegt,
worauf der Schieber wieder nach oben geht, während das Furnür vom Stifte n1 zurückgehalten
wird.
Unterdessen ist ein Seitenfurnür um die Form G in der
beschriebenen Weise gefaltet worden und nun zur Ueberführung an den Kolben H fertig. Die Hülse g des
Abschiebers beginnt jetzt ihre Vorwärtsbewegung, und dabei schiebt sie das Furnür
vor sich hin. Indem das Furnür über eine Nuth der Form G gleitet, wird die in die Nuth niedergefaltete Papierkante von einer sie
erfassenden abgerundeten Kante der Nuth in die Schachtel eingefaltet. Nach
Ueberführung des Seitenfurnüres auf den Kolben H
beginnt dieser seine Rückwärtsbewegung, und während dieser Bewegung wird das
Bodenfurnür beständig vom darauf drückenden Stifte an dem Kolben festgehalten. Das
Falten der Papierkanten über dem Boden geschieht an den oberen und unteren Seiten
mittels der beiden Falter o und o1
f1 (Fig. 56) und an den
beiden senkrechten Seiten mittels Bürsten p. Die Falter
o und o1 bestehen aus Winkelhebeln, die um Zapfen am
Gestelle drehbar sind. Die kurzen Arme der Hebel haben Zahneingriffe, während die
anderen Arme Blechstücke o2 und o3
tragen, deren Länge etwas geringer ist als die Breite der Schachtel. Die beiden
Falter bewegen sich nach Art der Schenkel einer Zange. Sobald Kolben H beim Rückwärtsgange an den Faltern o und o1 vorbeigegangen ist, nähern sich die Falter
einander und falten die überragenden Papierkanten über die beiden Enden des Bodens.
Indem Kolben H dann noch mehr zurückgeht, wird das
Bodenfurnür durch die eben gefalteten Papierkanten gehalten. Sobald der Kolben an der Bürste p vorbeigegangen ist, die an einer Stange p1 festsitzt, beginnt
das Falten der Papierkanten an den senkrechten Seiten. Nachdem der Kolben H beim Rückwärtsgange an der Bürste vorbeigegangen ist,
steht er für einen Augenblick still, und währenddessen faltet die Bürste das Papier
und klebt es auf die ihm zunächst liegende Langseite der Schachtel. Der Kolben H geht dann weiter nach rechts zurück, so daſs die
Bürste bei der weiteren Hin- und Herbewegung nicht auf die geklebte Papierkante
stöſst und diese wieder ablöst. Sobald aber die Bürste an der letzt gefalteten
Papierkante vorbeigerückt ist, nähert sich der Kolben H
der Bürste wieder und dadurch wird dann die Papierkante der letzten Langseite
zugeklebt. Der Kolben H geht nunmehr sofort zurück und
rückt von der Bürste derart ab, daſs die vorher angeklebten Papierkanten nicht
wieder abgelöst werden können.
Die fertige Schachtel wird jetzt dadurch vom Kolben abgehoben, daſs der Kolben
zwischen zwei kleine Winkelstücke nach rechts zurückgeht. Dann geht der Kolben H wieder vorwärts, um ein neues Boden- und ein neues
Seitenfurnür zu holen. In demselben Augenblicke, in welchem die Schachtel den Kolben
verläſst, erhält sie einen kleinen Stoſs durch den Abwerfer q3
, (Fig. 56), der um Achse
h frei drehbar ist und unter der Gegenwirkung einer
Feder q4 mittels einer
Rolle q5 am Abwerfer
bewegt wird.
Zur Herstellung von Auſsenschachteln kommen alle wesentlichen Theile dieser für die
Fabrikation von Innenschachteln vor beschriebenen Maschine in Anwendung. Da diese
Auſsenschachteln ebenfalls aus einem zu einem Vierecke gefalteten Furnüre mit
Papierbeklebung bestehen, so kann die Anfertigung derselben in einer Weise
stattfinden, die vollkommen mit derjenigen übereinstimmt, in welcher das
Seitenfurnür für die innere Schachtel gefaltet wird. Lediglich von der Länge und dem
Querschnitte derjenigen Theile der Form G, um welche
das Furnür gefaltet wird, hängt es ab, ob das gefaltete Furnür die Form einer
Auſsenschachtel oder die Form des Seitenrahmens für die Innenschachtel erhält.
Eine Maschine zur Herstellung viereckigen Holzdrahtes zur Zündholzfabrikation ist an
P. Gunder in Darmstadt (* D. R. P. Nr. 42595 vom 7.
August 1887) patentirt. Die Maschine besitzt eine in einem Schlitten gelagerte Walze
mit einer Anzahl in Entfernungen der Zündholzdicke von einander angeordneten
Kreismesser, welche das in einem unten offenen Kasten befindliche Holz einritzen,
während ein quer zur Arbeitsrichtung der Kreismesser bewegbares breites Hobelmesser
die eingeritzten Hölzchen vom Blocke abtrennt. Die Bewegung der beiden
Messerschlitten erfolgt durch eine Hobelverbindung.
Bei einer von G. E. Norris und W. E. Hagan in Troy, New York, Nordamerika (* D. R. P. Nr. 34796 vom 5.
Juni 1885 und Zusatz *Nr. 37417 vom 16. März 1886) vorgeschlagenen Maschine zur
Herstellung von Zündhölzern wird ein Furnür von der Länge und Dicke der
herzustellenden Hölzchen zwischen zwei Riffel walzen geschoben, welche das Furnür so
tief einkniffen, daſs beim Heraustritte aus den Walzen auf einem endlosen Bande die
Hölzchen leicht abgebrochen werden können. Die Hölzchen werden durch endlose Bänder
weiter geführt, mit Zündmasse versehen und getrocknet.
Eine Stemmmaschine mit allmählicher Veränderung der
Hubhöhe von der Berliner Werkzeug-Maschinenfabrik
vormals L. Sentker in Berlin (* D. R. P. Nr. 40095 vom
20. April 1888) ist in Fig. 61 bis 63
dargestellt. Die Maschine bezweckt, den Meiſsel während der Arbeit der Maschine
allmählich in das Holz zu senken, d.h. das Spiel allmählich zu vergröſsern, um,
besonders beim Beginne des Stemmens, zu starker Beanspruchung von Werkzeug und
Arbeitsstück vorzubeugen. Das Senken des Meiſsels wird durch den Fuſs des Arbeiters,
der keinem Rückstoſse des arbeitenden Werkzeuges ausgesetzt ist, hervorgebracht.
Die mit Festscheibe b und Losscheibe b1 versehene
Antriebswelle a trägt am Ende eine mit Zapfen d versehene Kurbelscheibe c. Der Zapfen d ist in dem Steine e gelagert, welcher sich in einem Schlitze des Hebels
f verschieben läſst. Das obere Ende des Hebels f ist durch Stifte q mit
der Lenkerstange r verbunden, welche durch die gerade
geführte Stange s mit dem Schlitten t des Meiſsels u in
Verbindung gebracht ist. Das untere Ende des Hebels f
dreht sich auf dem Zapfen g des Schneckenradsectors h, der seinerseits um den an dem Gestelle der Maschine
befestigten Zapfen i drehbar ist. In den
Schneckenradsector h greift die auf die Welle l festgekeilte Schnecke k
ein, während zwei gleiche, jedoch entgegengesetzt gerichtete conische Zahnräder m und m1 sich auf Welle l lose
drehen. Zwischen den Rädern m und m1 sitzt., mit Nuth und
Feder in der Längsrichtung von Welle l verschiebbar,
der Reibungsdoppelkegel x, der mit entsprechenden
hohlkegelförmigen Reibungsflächen von m und m1 in Berührung
gebracht werden kann. Um letzteres zu bewirken, bedient man sich des Fuſshebels s, dessen im Winkel abzweigender Arm y in eine Gabel endet, welche eine Eindrehung des
Reibungsdoppelkegels x umfaſst. In beide Kegelräder m und m1 greift das auf Welle o sitzende Kegelrad n. Auf Welle o ist eine Riemenscheibe p1 festgekeilt, die von der Riemenscheibe
p der Welle a aus
angetrieben wird.
Vor dem Beginne des Stemmens nimmt der Hebel f die in
Fig. 62
dargestellte steilste Stellung ein. In Folge der Drehung von Welle a ertheilt der Zapfen d
dem Hebel f eine schwingende Bewegung, welche jedoch,
da der Zapfen g, um welchen Hebel f schwingt, in der Verlängerung der Stange s liegt, ein verhältniſsmäſsig nur geringes Spiel der
letzteren nach sich zieht. In dem Maſse, in dem der Zapfen g aus der Verlängerung von s verlegt wird,
nimmt das Spiel von Stange s
und damit des Meiſsels
zu. Diese Verlegung wird durch Drehung des Schneckenradsectors h um Zapfen i mittels der
Schnecke k bewirkt. Tritt der Arbeiter den Fuſshebel
z nieder, so gelangt der Reibungsdoppelkegel x, der bis dahin das Kegelrad m durch Wirkung eines am Fuſshebel z
befestigten Gegengewichtes berührte, an das Kegelrad m1 und wird von demselben mitgenommen. Die
Welle l und Schnecke k
beginnen sich zu drehen, so daſs auch der Schneckenradsector h so gedreht wird, daſs eine mit ihm verbundene Schraube v1 gegen den an dem
Maschinengestelle befestigten Anschlag w1 bewegt wird und denselben schlieſslich erreicht.
Sobald letzteres der Fall ist, beginnt der Reibungsdoppelkegel x auf der Reibungsfläche des Rades m1 zu schleifen, so
daſs die Drehung des Schneckenradsectors beendet ist. In der nun erreichten Lage des
Zapfens g bringt (Fig. 63) die Schwingung
des Hebels f das gröſste Spiel der Stange s und des Meiſsels u
hervor. Verläſst der Fuſs des Arbeiters den Fuſshebel z, so bringt dessen Gegengewicht den Reibungsdoppelkegel x mit dem Kegelrade m in
Berührung, Schnecke k und Schneckenradsector h drehen sich in entgegengesetzter Richtung, das Spiel
des Meiſsels nimmt allmählich ab und erreicht sein geringstes Maſs, wenn die mit h verbundene Schraube v
gegen den festen Auschlag w stöſst und in Folge dessen
das Kegelrad m auf dem Doppelkegel x gleitet.
Bei der Maschine zur Herstellung von Holznägeln für
Tischlereizwecke von Rielle frères in St. Dié,
Frankreich (* D. R. P. Nr. 44080 vom 16. April 1887) sind zwei in Coulissen geführte
Messer a (Fig. 64) thätig, welche
unter der Voraussetzung gerader Führung aus dem Blocke b einen Nagel mit quadratischem Querschnitte erzeugen, wenn die Messer
zweimal vor und zurück gehen und der Block b vor dem
zweiten Schnitte gewendet wird. Verjüngte Nägel werden erhalten, wenn die Messer a in schräg zulaufenden Führungen gegen den Block b vorgehen. Um bei einem Vorgange der Messer einen
fertigen Nagel zu erzielen, muſs das Holz b an seiner
Auflage bereits vorgeglättet sein und ein dickes Messer c angewendet werden.
Zum Zusammensetzen der Speichen und Felgen zu einem
Radkörper ist die Maschine von E. Battle in
Barcelona (* D. R. P. Nr. 44610 vom 8. Februar 1888) aus einem runden Tische
gebildet, auf welchem radial zum Mittelpunkte Spindeln angeordnet sind. Letztere
stehen behufs gleichzeitigen Antriebes durch Kegelräder in Verbindung, so daſs die
über sie geschobenen, in seitlichen Führungen gehaltenen Schlitten ebenfalls
gleichzeitig und gleichmäſsig gegen den Mittelpunkt verschiebbar sind. Die Speichen
werden in die Nabe gesteckt und mit letzterer in die Maschine gesetzt; die Felgen
werden dann um die Speichen gelegt und von Schraubenschlitten gehalten.
Die Bürstenholzhobelmaschine der Sächsischen
Kardätschen-, Bürsten- und Pinselfabrik, Ed. Flemming und Comp., in Schönheide, Sachsen (* D. R. P. Nr. 45117 vom 10. März 1888)
bezweckt, ein Nachhobeln der Bürstenhölzer auch nach erfolgter Politur und Furnitur
der Auſsenseite zu gestatten.
Die Vorschubwalzen E (Fig. 65) sind aus Gummi
hergestellt und elastisch gelagert.
Unterhalb der Walzen E, die mittels Handkurbel F oder durch die Maschine selbst bewegt werden können,
befindet sich eine verstellbare Auflagefläche, welche gestattet, daſs man je nach
Belieben die gerade, oder die concave oder convex gestaltete Fläche des mit geraden
oder gekrümmten Rücken versehenen Bürstenholzes an dem unter der Auflage G befindlichen Messerkopfe vorbeiführen kann. Die
Auflage G besteht aus elastischen Blechplatten b, welche in der Mitte ihrer Länge durch den
Plattenträger H gehalten wird. Der Plattenträger H ist mittels des Stellschlittens J in senkrechter Richtung gegen den Messerkopf und die
Walzen E verstellbar. Auſserdem kann man jedoch den
Plattenträger noch besonders einstellen mittels der Preſsschraube d, welche den verschiebbaren Plattenträgerstiel e im Schlittenstücke J
festklemmt. Die Unterlage ist mit den Verstellarmen f
versehen, welche im Winkel zu einander stehen, der mittels Schraube g verstellt werden kann. Durch Verstellen der Arme f werden die Enden der Auflagen angezogen oder
entfernt, so daſs sie eine gerade oder gekrümmte Fläche bildet. Um concave Flächen
zu bearbeiten, werden die Arme f abwärts gezogen (vgl.
Fig. 65),
während zur Bearbeitung gerader Hölzer die Unterlage G
eine wagerechte Lage einnimmt und bei convexen Flächen die Arme nach oben gedrückt
werden.
Vorrichtungen zur Nachahmung von Intarsien und edlen
Hölzern.
Behufs Herstellung von Intarsien bestreicht F.
Casperding in Berlin (* D. R. P. Nr. 45091 vom 30. März 1888) die als
Arabeskenausschnitt dienenden Furnüre aus edlen Hölzern einseitig mit einem bei
gewöhnlicher Temperatur trockenen Leime, preſst nach dem Trocknen mehrere solcher
Platten durch Druckschrauben fest auf einander und schneidet dann das ganze Packet
nach der gewünschten Zeichnung mit der Laubsäge aus. Je ein so vorbereitetes Furnür
wird auf die zu verzierende Platte gelegt und beide Platten zwischen erwärmten
Druckplatten stark gepreſst.
Durch die Wärme wird sowohl der Leim der Musterplatte klebrig, wie auch gleichzeitig
die Oberfläche der Grundplatte weich und eindrucksfähig, und es findet eine innige
Verbindung zwischen Musterplatte und Grundplatte statt, wobei zugleich durch den
starken Druck und die Wärme die Verzierungsplatte in die volle Grundplatte
eingepreſst wird, deren freistehende Flächen bis zur Höhe der
Musterplattenoberfläche emporquellen. Die Operation ist damit beendet und eine
glatte echte Intarsiaplatte hergestellt.
Um erhabene Muster auf Holz zu erzeugen, schneidet F.
Brokk in Berlin (* D. R. P. Nr. 43303 vom 28. Juli 1887) die Umrisse der
hervorzubringenden, naturgemäſs aus geraden Linien gebildeten Muster in die
Oberfläche des Holzes mittels entsprechend geformter Messer ein und bewirkt dann das
Niederdrücken des zwischen den Einschnitten befindlichen Holzes mittels eines
heiſsen Stempels. Die niederzupressende Holzfläche wird zweckmäſsig vor dem Pressen
genäſst.
Zweifarbige gemusterte Holzplatten will R. Himmel in
Berlin (D. R. P. Nr. 43731 vom 1. Juli 1887) in folgender Weise erzielen:
Wenn auf eine Holzfläche eine stark erhitzte und mit Vorsprüngen und Vertiefungen
versehene Metallfläche eine Zeitlang gedrückt wird, so werden die Berührungsstellen
der Holzfläche verkohlt, also geschwärzt, während die nicht berührten Flächen
unversehrt, also weiſs bleiben. Besitzt nun diese erhitzte Metallfläche irgend
welche Schrift oder Muster, bildliche Darstellungen u.s.w. in erhabener oder
vertiefter Form, so wird durch die Berührung mit der Holzfläche die Schrift oder das
Muster bezieh. die bildliche Darstellung auf der Holzfläche gebräunt oder weiſs
markirt bezieh. eingebrannt, und die nicht eingebrannten Stellen treten auf der
Holzfläche erhaben vor, wie dies bei Kistenbezeichnungen, Cigarrenkisten u.s.w.
bekannt und in Verwendung ist.
Zur Erzeugung des Musters bezieh. der Schrift oder bildlichen Darstellungen benutzt
man zwei in einem geeigneten Gestelle gelagerte und eventuell durch Zahnräder mit
einander verbundene Walzen, die in ihrer Entfernung von einander entsprechend der
Holzplattenstärke eingestellt und mittels elastischen Druckes an einander gepreſst
werden können.
Eine dieser Walzen wird beheizt und trägt an ihrer Oberfläche an vertieften oder
erhabenen Stellen das einzubrennende Muster. Beim Durchführen der zu bemusternden
Holzplatte ist, um eine gleichmäſsige Farbe bezieh. Verkohlung des Musters auf der
Holzfläche zu erzielen, darauf zu achten, daſs die Geschwindigkeit der Walzen eine
möglichst gleichförmige ist, daſs also die Zeitdauer der Einwirkung der gemusterten
Walzenfläche auf die Holzfläche auf jeder Stelle dieselbe ist. Durch Veränderung der
Geschwindigkeit der Walzen kann man den Verkohlungsprozeſs beliebig verändern und
auf diese Weise eine mehr oder weniger braune Farbe des Musters erzielen, die bei
entsprechender Geschwindigkeit der Walzen schlieſslich in die braune oder gar gelbe
Farbe übergeht. Dieses Einbrennen des Musters mittels Walzen wird man bei
Holzplatten (Furnürplatten) anwenden, wenn eine beständige Wiederholung des Musters
gewünscht wird.
Ist das Einbrennen des gewünschten Musters, der Schrift oder der bildlichen
Darstellung erfolgt, so zeigt die betreffende Holzplatte die nicht gebrannten
Stellen erhaben, die dann mehr oder weniger aus der gebrannten Ebene, der Grundebene
hervortreten. Diese Stellen werden nun durch glatte Walzen bezieh. Platten in die Grundebene
niedergedrückt, so daſs die Holzplatte ein vollkommen ebenes Flächenmuster erhält
und keine vortretenden Stellen mehr zeigt. Durch dieses Verfahren ist die so
gemusterte Holzplatte polirfähig geworden und kann dieselbe in ihrer ganzen
Flächenausdehnung bequem einer sauberen Politur unterworfen werden.
(Schluſs folgt.)