| Titel: | Neuere Blockscheren. |
| Autor: | Pr. |
| Fundstelle: | Band 271, Jahrgang 1889, S. 397 |
| Download: | XML |
Neuere Blockscheren.
Mit Abbildungen auf Tafel
21.
Neuere Blockscheren.
Die groſsen Scheren zum Schneiden schwerer Platten, sogen. Brammen, unterscheiden
sich sowohl in der Betriebsweise, als auch in der Anordnung ihres Werkzeuges. Die
Zuführungsmittel für das Werkstück sind nur in besonderen Fällen auf Erahne
beschränkt.
Demnächst unterscheidet man Blockscheren mit Räder- bezieh. Excenter betrieb und
solche mit Druckwasserbetrieb; ferner Scheren mit beweglichen Ober- oder beweglichen
Untermessern, oben liegenden oder unten liegenden Druckwasserkolben für beide
Abarten, und endlich in Hinsicht auf stehende oder liegende Anordnung.
Der groſsen Arbeitsstärke dieser Blockscheren entsprechend, ist der unmittelbare
Dampfbetrieb oder die unmittelbare und selbständige Accumulatorwirkung bemessen,
während der Rollengang, d. i. das Zuführungsmittel der Brammen entweder
selbständigen Betrieb durch eigene Dampfmaschinen erhält, oder von der
Betriebs-Kraftmaschine der Schere mittels geeigneter Ausrückungen in Thätigkeit
gesetzt wird.
Bei beweglichem Untermesser wird die abzuschneidende Platte von den Rollenlagern
abgehoben, wodurch schiefe Schnitte entstehen, die mit abnehmender Dicke der Brammen
auffälliger werden, doch dürfte dies nach einer Mittheilung von R.
M. Daelen in Stahl und Eisen, 1889 Nr. 1 * S.
23, in der Praxis kaum Schwierigkeiten bereiten.
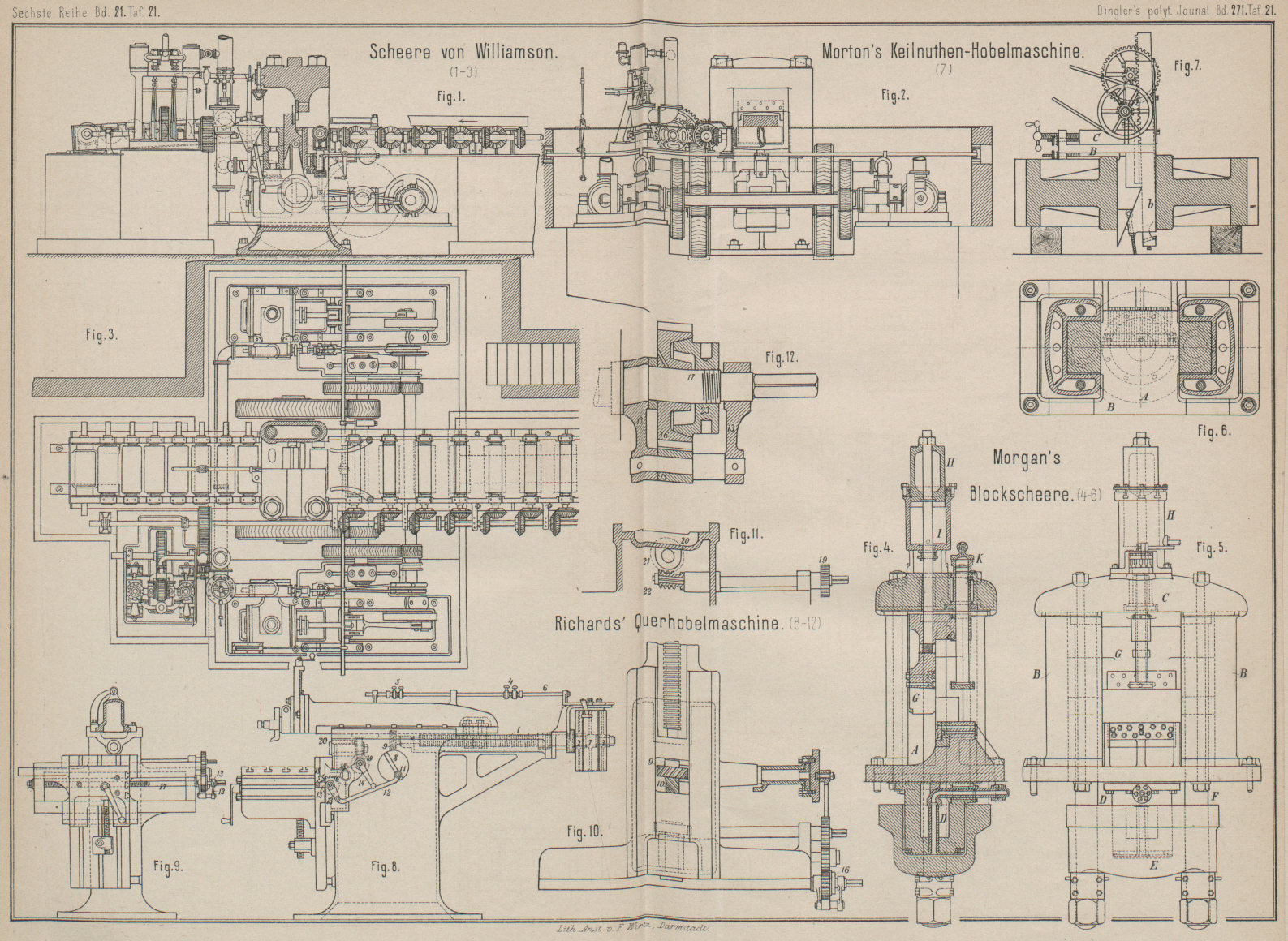
Th. Williamson's Blockschere für das Stahlwerk von W. und E. Neilson in
Rutherglen bei Glasgow, von Grant Ritchie in Kilmarnock
gebaut, besteht nach Engineering, 1888 Bd. 45 * S. 3,
aus der Blockschere (Fig. 1 bis 3), deren Untermesser
mittels Excenter gegen das im Querhaupte stehende feste obere Schermesser gehoben
wird.
Die Fluſseisenbrammen, welche im warmen Zustande mit einem Drucke von 7k,73 für 1qmm
Querschnittsfläche geschnitten werden, haben 760 zu 228mm Breite und Höhe. Dieselben werden durch das mittels Winkelräder
betriebene Rollenlager der Schere zugeführt, während diese von der Schere weg auf
freilagernder Rollenbahn abgeführt werden.
Bei einem Scherenhube von 300mm, einer
Räderübersetzung von 1 : 16 und bei 7at
Dampfspannung wird die Schere von zwei Eincylinder-Dampfmaschinen von 660mm Durchmesser und 610mm Hub an gemeinschaftlicher Kurbelwelle wirkend betrieben, welche unter
der Flurebene, seitlich der Schere, angeordnet sind.
Zum Betriebe der Rollenlager dient die stehende Zweicylinder-Dampfmaschine (vgl.
Metallschere von Schultz und Göbel 1888 267 * 339).
Morgan's Blockschere mit Druckwasserbetrieb. Diese von
der Morgan Engineering Comp. in Alliance, Ohio,
Amerika, für die Homstead Steel Works of Carnegie Phipps und
Comp. in Munhall bei Pittsburg gebaute Blockschere (Fig. 4 bis 6 Taf. 21) hat nach Iron Age vom 18. Oktober 1888 ein bewegliches
Oberschermesser und untenliegenden beweglichen Druckcylinder, welcher mittels zweier
Schrauben mit dem Messerschlitten zu einem Rahmen verbunden ist (vgl. Kalker Werkzeugmaschinenfabrik 1885 257 * 51, 1887 264 * 56 und
631; ferner E. Boehme 1887 264 * 57 und J. Copeland 1888 267 * 499).
Die Schnittfläche beträgt 600 zu 1000mm oder
60000qmm, der Durchmesser des Arbeitskolbens
hat 107cm, dessen Arbeitsfläche 9000qc, so daſs bei einer Wasserspannung von 280k/qc ein
Arbeitsdruck von 2520t oder 4k,2 für 1qmm
Schnittquerschnitt hervorgebracht wird.
Die Anordnung der Haupttheile dieser Blockschere ist aus den Fig. 4, 5 und 6 ersichtlich. Auf der
Bettplatte A ist das Untermesser fest angeschraubt,
während die Führungssäulen B mit dem feststehenden
Holme C einen Rahmen bilden. An der Unterseite von A ist der hohle Kolben D
befestigt, welcher in das als Preſscylinder ausgebildete Querhaupt E eingreift. Die Verbindung mit dem Obermesser ist
durch die Schrauben F erzielt, welche während der
Schnittwirkung auf Zug beansprucht werden. Dieser bewegliche Rahmen wird durch die
im Cylinder I herrschende, verminderte Wasserpressung
bis zum Beginne der Schnittwirkung getragen, nach vollendetem Schnitte aber vermöge
des Kolbens H in die Hochstellung gehoben. Während des
Schnittes wird die liegende Platte durch den Wasserdruckstempel K gehalten und dadurch gegen Einklemmen gesichert.
Durch diese eigenthümliche Anordnung des Arbeitskolbens D wird eine sehr erwünschte Zugänglichkeit zu dessen Dichtungsringen
ermöglicht.
Pr.
Tafeln